Liste des procédés de soudage
Cette page recense les procédés de soudage, généralement applicable au métal.

La mise en forme de cet article est à améliorer ().
La mise en forme du texte ne suit pas les recommandations de Wikipédia : il faut le « wikifier ».
La classification de cet article reprend en grande partie le standard américain AWS A3.0[S 1](voir chapitre norme). La norme internationale ISO 4063:2023[S 2] est plus exhaustive en termes de dénomination. La distinction entre sous-catégorie et procédé est parfois floue.
Dans la suite de l'article, la colonne « No ISO » indique parfois des numéros d'identification entre parenthèses. Cela signifie qu'ils sont obsolètes dans la version de 2023.
Soudage par fusion
modifierSoudage à l'arc
modifierRegroupe les procédés de soudage utilisant un arc électrique.
| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage à l'arc avec électrode fusible sans protection gazeuse | - | 11 | ? | Sous-catégorie ISO[S 2]. | - |
| Soudage à l'arc à l'électrode enrobée | Manuelle | 111 | SMAW | Shielded Metal Arc Welding (SMAW) ou Manual Metal Arc (MMA), souvent nommé simplement « soudage à l'arc » ou « soudage à l'électrode enrobée ».
Électrode consommable couverte d'un flux (poudre agglomérée)[S 2], peut souder tout métal si l'électrode est adaptée (même l'aluminium[W 1]), générateur de courant peu onéreux, fumée de soudage toxique, forte dextérité exigée. |
Procédé mondialement utilisé (historiquement très proche du 113-BMAW)
Industrie, construction, extérieur, travaux neufs et maintenance |
| Soudage à l'arc par gravité | ? automatique | 112 | ? | Soudage à l'arc avec électrode enrobée par gravité. | ? |
| Soudage à l’arc en métal nu | Manuelle | (113) | BMAW | Bare Metal Arc Welding (BMAW)
Électrode consommable, pas de flux ou de gaz de protection. |
Historique |
| Soudage avec fil fourré de flux sans gaz | Semi automatique | 114 | FCAW-S | Flux-Cored Arc Welding - Self-shielded (FCAWS)
Électrode consommable continue (fil creux, tube) rempli avec un flux, un gaz de protection est optionnel. Le fil est blindé[V 1]. |
Industrie, construction, (peut se faire avec du vent) |
| Soudage à l'arc submergé | Automatique | 12 | SAW | Sous-catégorie ISO et procédé AWS
Submerged Arc Welding (SAW) |
Industrie lourde, industrie, grande construction, haut rendement |
| Soudage à l'arc submergé avec fil-électrode plein | Automatique | 121 | Soudage à l'arc sous flux (en poudre) avec fil-électrode plein[S 2]. | ||
| Soudage à l'arc submergé avec fil-électrode en bande | Automatique | 122 | Soudage à l'arc sous flux (en poudre) avec fil-électrode en feuillard[S 2]. | ||
| Soudage à l'arc submergé avec addition de poudre métallique | Automatique | 124 | Soudage à l'arc sous flux (en poudre) avec addition de poudre métallique[S 2]. | ||
| Soudage à l'arc submergé avec fil fourré | Automatique | 125 | Soudage à l'arc sous flux (en poudre) avec fil fourré[S 2]. | ||
| Soudage à l'arc submergé avec électrode en feuillard fourrée | Automatique | 126 | Soudage à l'arc sous flux (en poudre) avec électrode en feuillard fourrée[S 2]. | ||
| Soudage au fil fourré | Semi automatique | FCAW | Sous-Catégorie AWS Flux-Cored Arc Welding (FCAW) Électrode consommable continue (fil creux, tube) remplie avec un flux. |
Haut rendement, insensible au vent | |
| Soudage MIG-MAG | Semi automatique | 13 | GMAW | Sous-Catégorie ISO[S 2] et Sous-Catégorie AWS
Metal Inert Gas (MIG) & Metal Active Gas (MAG) ou |
- |
| Soudage MIG | Semi automatique | 131 | GMAW | Metal Inert Gas (MIG) Électrode consommable continue (fil plein) avec un gaz de protection inerte[N 1],[S 2](souvent de l'argon ou de l'azote, moins cher). |
Industrie |
| Soudage MIG avec fil fourré de flux | Semi automatique | 132 | [S 2]Variante du Soudage au fil fourré avec un gaz de protection inerte[N 1] et un flux qui formera un laitier. | ||
| Soudage MIG avec fil fourré de poudre métallique | Semi automatique | 133 | [S 2]Variante du Soudage au fil fourré avec un gaz de protection inerte[N 1] et du métal d'apport supplémentaire sous forme de poudre. | ||
| Soudage MAG | Semi automatique | 135 | GMAW | Metal Active Gas (MAG) Électrode consommable continue (fil plein) avec un gaz de protection actif[N 2],[S 2](souvent un mélange d'argon ou d'azote avec du CO2). |
Industrie, construction |
| Soudage MAG avec fil fourré de flux | Semi automatique | 136 | FCAW-GS | Flux-Cored Arc Welding - Gaz-Shielded (FCAWGS) Variante du Soudage au fil fourré avec un gaz de protection actif[N 2] et un flux qui formera un laitier[V 1],[F 1]. |
Industrie, construction |
| Soudage MAG avec fil fourré de poudre métallique | Semi automatique | 138 | MCAW | Metal-Cored Arc Welding (MCAW) Variante du Soudage au fil fourré avec un gaz de protection actif[N 2] et du métal d'apport supplémentaire sous forme de poudre[F 1]. |
Industrie |
| Soudage à l'arc sous protection gazeuse avec électrode de tungstène | 14 | GTAW | Gas Tungsten Arc Welding (GTAW)
Sous-catégorie ISO[S 2] et Procédé AWS Soudage à l'arc sous protection gazeuse avec électrode réfractaire en tungstène. |
||
| Soudage TIG | Manuelle | 141 | GTAW | Tungsten Inert Gas (TIG) Électrode en tungstène (non fusible mais usable) avec un gaz de protection inerte[N 1] et un métal d'apport plein[S 2], lent, précis. |
Aérospatiale, construction (Tuyauterie), outils et matrices |
| Soudage TIG autogène | Manuelle | 142 | ? (à confirmer)
Électrode en tungstène (non fusible mais usable) avec un gaz de protection inerte[N 1] mais sans métal d'apport. |
Pharmaceutique, agroalimentaire | |
| Soudage ATIG | Manuelle | ? | Active Tungsten Inert Gas (ATIG)
Sous-procédé du TIG avec un apport d'un flux actif sur les pièces à souder, plus forte pénétration que le TIG. |
Amélioration du rendement TIG | |
| Soudage TIG avec produit d'apport fourré[S 2] | ? | 143 | ? | ||
| Soudage TIG avec gaz réducteur et produit d'apport plein[S 2] | ? | 145 | ? | ||
| Soudage TIG avec gaz réducteur et produit d'apport fourré[S 2] | ? | 146 | ? | ||
| Soudage TAG | Manuelle | 147 | Tungsten Active Gas (TAG) ou Gas Tungsten Arc Welding (GTAW) Électrode en tungstène (non fusible mais usable) avec un gaz de protection actif[N 2] et un métal d'apport plein[S 2]. |
||
| Soudage à l'hydrogène atomique | Manuelle | (149) | AHW | Atomic Hydrogen Welding (AHW) ou Athydo Arc entre deux électrodes de tungstène avec gaz de protection d'hydrogène, dégagement de chaleur entre 3 400 et 4 000 °C (3e flamme la plus chaude), peut souder du tungstène. |
Historique (limité par le coût et la dangerosité de l'hydrogène) |
| Soudage plasma | Manuelle | 15 | PAW | Plasma Arc Welding (PAW) aussi nommé « soudage à l'arc plasma » Sous-catégorie ISO[S 2] et sous-catégorie AWS Électrode non fusible (en tungstène), arc comprimé pour produire un jet de plasma[V 3], un gaz pour créer le plasma (souvent de l'air comprimé), et un gaz de protection (gaz inerte[N 1] ou actif[N 2]). |
Industrie (notamment fabrication de tube soudé), instrumentation |
| Soudage plasma-MIG[S 2] | ? | 151 | ? | ||
| Soudage plasma avec poudre[S 2] | ? | 152 | ? | ||
| Soudage plasma à arc transféré[S 2] | ? | 153 | ? | ||
| Soudage plasma à arc non transféré[S 2] | ? | 154 | ? | ||
| Soudage plasma à arc semi-transféré[S 2] | ? | 155 | ? | ||
| Autres procédés de soudage à l'arc | 18 | Sous-Catégorie ISO[S 2] Autres procédés de soudage à l'arc. |
|||
| Soudage à l'électrode carbone | Manuelle | (181) | CAW | Carbon Arc Welding (CAW)
Électrode consommable en carbone (graphite). |
Historique, cuivre, réparation (limité) |
| Soudage bout à bout par impulsion magnétique | Automatique | 185 | MIAB | Magnetically Impelled Arc Butt Welding (MIABW), aussi nommé « soudage à l'arc tournant » Une paire d'extrémité de tube sont les électrodes, pas de gaz de protection, l'arc tourne rapidement le long des arêtes grâce au champ magnétique appliqué[2]. |
Industrie (tuyauterie et tubes) |
| Soudage par transfert de métal à froid (en) | Cold metal transfer (CMT)
ne doit pas être confondu avec le Soudage à froid. procédé de soudage ou le métal d'apport en fusion est projeté sur le joint à souder, le poste à souder détecte les court-circuits (arc), puis rétracte rapidement le fil, une goutte de métal en fusion tombe sur le joint, adapté aux fines épaisseurs |
Soudage à la flamme
modifierRegroupe les procédés de soudage utilisant une flamme obtenu par combustion d'un carburant et d'un comburant, les deux étant souvent à l'état de gaz au moment de la réaction chimique.
| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage oxygaz (en) | 31 | Sous-catégorie ISO[S 2]Flamme utilisant de l'oxygène pur comme comburant. | |||
| Soudage oxyacétylénique[S 2] | 311 | OAW | Oxyacetylene welding (OAW)
Flamme utilisant l'acétylène et de l'oxygène pur comme comburant. |
Procédé mondialement utilisé, historique, industrie, construction (plomberie), art (sculpture métallique) | |
| Soudage oxypropane[S 2] | 312 | Oxygen/Propane welding
Flamme utilisant l'acétylène et de oxygène pur comme comburant. |
|||
| Soudage oxhydrique[S 2] | 313 | OHW | Oxyhydrogen welding (OHW)
Flamme utilisant l'hydrogène et de l'oxygène pur comme comburant. |
Limité | |
| (Soudage air-gaz) | (32) | Flamme utilisant l'air ambiant comme comburant. | |||
| Soudage Air acétylène | (321) | AAW | Flamme utilisant l'acétylène et l'air ambiant comme comburant.
Peu utilisé |
Limité | |
| PGW | Pressure gas welding (PGW)
Flamme chauffant les surfaces et application d'une pression sur les deux pièces produisant une soudure[3]. |
Tuyauterie, ferroviaire (rails)
Limité |
Soudage par faisceau (laser ou électron)
modifierRegroupe les procédés de soudage utilisant un faisceau[N 3] de particules élémentaires focalisé sur les pièces à assembler. Actuellement, on distingue les procédés laser (lumière cohérente focalisée : photons) et les procédés mettant en œuvre l'émission d'électrons (comme dans un tube cathodique).
| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage par faisceau d'électrons | Automatique | 51 | EBW | Sous-catégorie ISO[S 2] et procédé AWS
Electron Beam Welding (EBW) Électrons lancés à forte vitesse, forte pénétration, rapide, distorsion après soudure limitée, équipement onéreux. |
Aérospatiale, nucléaire, industrie automobile (transmission) |
| 511 | Soudage par faisceau d'électrons sous vide[S 2]. | ||||
| 512 | Soudage par faisceau d'électrons sous atmosphère[S 2]. | ||||
| 513 | Soudage par faisceau d'électrons avec addition de gaz de protection[S 2]. | ||||
| Soudage laser | Automatique | 52 | LBW | Sous-catégorie ISO[S 2] et procédé AWS
Laser Beam Welding (LBW) Forte pénétration, rapide, refroidissement très rapide (limite d'usage pour les aciers au carbone), équipement onéreux. |
Industrie automobile |
| 521 | Soudage avec laser à solide[S 2]. | ||||
| 522 | Soudage avec laser à gaz[S 2]. | ||||
| 523 | Soudage avec laser à diodes[S 2]. |
Procédés de soudage par fusion mixte ou autres
modifier| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage aluminothermique (en) | Automatique | 71 | TW | Procédé ISO[S 2] et procédé AWS
Thermite welding (TW), aussi nommé « soudage par aluminothermie » Énergie thermique fournie par la réaction chimique d'un mélange (voir thermite) d'aluminium et d'un autre oxyde métallique (souvent de l'oxyde de fer), peut atteindre 2 204,4 °C. |
Ferroviaire (soudure des rails) |
| Soudage électroslag | Automatique | 72 | ESW | Sous-catégorie ISO[S 2] et procédé AWS
Electroslag welding (ESW), aussi nommé « soudage sous laitier (électroconducteur) » Soudage en coulée continue, quasi similaire au soudage à l'arc submergé (SAW) mais l'arc s'éteint lorsque le procédé est stable (effet Joule du bain de fusion). |
Industrie lourde (soudure de tôle épaisse), construction navale |
| 721 | Soudage sous laitier (électroconducteur) avec électrode en feuillard[S 2]. | ||||
| 722 | Soudage sous laitier (électroconducteur) avec fil-électrode[S 2]. | ||||
| Soudage électrogaz | Automatique | 73 | EGW | Procédé ISO[S 2] et procédé AWS
Electrogas welding (EGW) Soudage en coulée continue, électrode continue consommable, très proche du soudage électroslag, gaz de protection parfois utilisé, forte intensité (100 à 800 ampères). |
Historique, industrie lourde (soudure de tôle épaisse), construction navale |
| Soudage par induction (en) | Automatique | 74 | IW | Sous-catégorie ISO[S 2] et procédé AWS
Induction welding (IW) |
|
| 741 | Soudage en bout par induction[S 2]. | ||||
| 742 | Soudage à la molette par induction[S 2]. | ||||
| 743 | Soudage par induction à haute-fréquence[S 2]. | ||||
| Soudage hybride laser (fa) | Combine un laser et un arc électrique dans la même torche, capable de combler des espaces jusqu'à 2 mm (bord à bord). | Industrie, construction navale |
Soudage à l'état solide
modifierRegroupe les procédés de soudage où les matériaux à souder resteront à l'état solide jusqu'au dernier moment du procédé (c'est-à-dire que l'intervention humaine ne sera pas possible, faute de laps de temps trop rapide et/ou d'inaccessibilité de la zone de soudure).
Cette définition est mise en place par l'AWS. Plutôt que de phénomène de fusion, on parle de coalescence des matériaux. Les cas des soudages par pression à froid (no ISO 48 / AWS CW) ou par soudage par diffusion (AWS DFW) peuvent s'apparenter à un collage ou un brasage au niveau atomique.
Soudage par résistance
modifierRegroupe les procédés de soudage à l'état solide utilisant l'effet d'échauffement thermique d'une résistance traversée par un courant fort (voir effet Joule).
| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage par point | Automatique | 21 | RSW | Sous-catégorie ISO[S 2] et sous-catégorie AWS
Deux électrodes pointues appliquent une pression et un courant à deux ou plusieurs pièces fines. |
Industrie automobile et aérospatiale |
| 211 | Soudage par résistance par points indirect[S 2]. | ||||
| 212 | Soudage par résistance par points direct[S 2]. | ||||
| Soudage à la molette (ru) | Automatique | 22 | RSEW | Aussi nommé « soudage au galet » en Belgique
Sous-catégorie ISO[S 2] et sous-catégorie AWS Deux électrodes en forme de roue roulent le long des pièces, appliquant une pression et un courant[4]. |
Aérospatiale, tuyauterie |
| 221 | Soudage à la molette par recouvrement[S 2]. | ||||
| 222 | Soudage à la molette par écrasement[S 2]. | ||||
| 223 | Soudage à la molette sur bords préparés[S 2] | ||||
| 224 | Soudage à la molette avec fil[S 2] | ||||
| 225 | Soudage en bout à la molette avec feuillard[S 2] | ||||
| 226 | Soudage à la molette avec feuillard[S 2] | ||||
| Soudage par bossages (ru) | Semi automatique | 23 | PW | Sous-catégorie ISO[S 2] et sous-catégorie AWS | |
| 231 | Soudage par bossages indirect. | ||||
| 232 | Soudage par bossages direct. | ||||
| Soudage par étincelage | 24 | FW | Sous-catégorie ISO[S 2] et sous-catégorie AWS | ||
| 241 | Soudage par étincelage avec préchauffage[S 2]. | ||||
| 242 | Soudage par étincelage sans préchauffage[S 2]. | ||||
| Soudage en bout | 25 | UW | Sous-catégorie ISO[S 2] et sous-catégorie AWS
Upset welding (UW), aussi nommé « soudage en bout par résistance pure » Soudure bout à bout, surfaces des joints chauffées par effet Joule, puis rapprochées par la force. |
Maillons d'une chaîne métallique | |
| Soudage par résistance des goujons | 26 | Sous-catégorie ISO[S 2] | |||
| Soudage par résistance HF | 27 | Sous-catégorie ISO[S 2]Soudage par résistance à haute fréquence. | |||
| Autres procédés de soudage par résistance | 29 | Sous-catégorie ISO[S 2] |
Soudage par pression
modifierRegroupe les procédés de soudage à l'état solide utilisent la pression.
L'AWS les regroupe sous l'appellation solid-state welding (SSW) :
- « A group of welding processes producing coalescence by the application of pressure without melting any of the joint components. », AWS 2020[S 1]
| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage par ultrason (en) | 41 | USW | Sous-catégorie ISO[S 2] et procédé AWS
Ultrasonic welding (USW) Énergie vibratoire mécanique (ultrason) à haute fréquence est appliquée aux feuilles, aux feuilles métalliques minces ou aux plastiques. |
Panneaux solaires, électronique, plasturgie | |
| 411 | Soudage par ultrasons à chaud[S 2]. | ||||
| 412 | Soudage par ultrasons par points[S 2]. | ||||
| 413 | Soudage par ultrasons à la molette[S 2]. | ||||
| 414 | Soudage par ultrasons par torsion[S 2]. | ||||
| Soudage par friction | 42 | FRW | Sous-catégorie ISO[S 2] et procédé AWS
Friction welding (FW) Fine zone thermique affectée (ZAT), formation d'oxydes perturbés par la friction, requiert une forte pression. |
Aérospatiale, ferroviaire, industrie automobile | |
| 421 | Soudage par friction avec entraînement direct[S 2]. | ||||
| 422 | Soudage par friction par inertie[S 2]. | ||||
| 423 | Soudage par friction des goujons[S 2]. | ||||
| 424 | Soudage par friction linéaire, généralement dénommé « soudage par vibrations » lorsque les matériaux de base sont des plastiques[S 2]. | ||||
| Soudage par friction radiale (en) | automatique | 425 | RFW | Rotary friction welding (RFW)
Soudage par friction radiale[S 2]. |
|
| ROW | Row welding (RW)
Matériaux bimétalliques assemblés entre deux roues en rotation. |
Assemblage bimétallique | |||
| 426 | Soudage par friction orbitale[S 2]. | ||||
| Soudage à la forge (en) | (43)[S 3] | FOW | Forge welding (FOW)
C'est le plus ancien des procédés de soudage métallique. Les pièces sont chauffées à l'air dans une forge puis soudées par martelage ou par tout autre type d'effort suffisant pour provoquer une déformation permanente au niveau de l'interface, protection des oxydes par ajout de flux (souvent du borax en poudre). |
Historique, artisanat (acier de Damas), industrie lourde | |
| Soudage par friction malaxage | 43 | FSW | Sous-catégorie ISO[S 2] et procédé AWS
Friction Stir welding (FSW) Assemblage de deux pièces en les amenant dans un état pâteux grâce à un pion (non consommable) en rotation. |
Construction navale, aérospatiale, ferroviaire, industrie automobile | |
| Soudage par friction malaxage par point (en) | 431 | FSSW | Friction stir spot welding (FSSW)
Soudage par friction-malaxage par points, les pièces a souder sont superposées. |
Industrie automobile | |
| 432 | Soudage par friction-malaxage par points avec complétion[S 2]. | ||||
| 433 | Soudage par friction-malaxage par points avec translation[S 2]. | ||||
| 434 | Soudage par friction-malaxage par points en spirale[S 2]. | ||||
| 435 | Soudage par friction-malaxage par points avec balayage[S 2]. | ||||
| Soudage par choc | 44 | Sous-catégorie ISO[S 2] | assemblage bimétallique | ||
| Soudage par explosion (en) | 441 | EXW | Explosion welding (EW)
Soudage d'au moins deux métaux en utilisant la force d'une explosion contrôlée. Adapté à une grande plage de métaux (des alliages résistant à la corrosion aux aciers de construction). |
Industrie chimique, construction navale, tuyauterie bimétallique, assemblage bimétallique | |
| Soudage par impulsion magnétique | 442 | MPW[réf. nécessaire] | Magnetic pulse welding[5] (MPW), aussi nommé Soudage par impulsion électromagnétique
Tubes ou produits plats, rapprochés très rapidement par une force électromagnétique, oxydes expulsés durant l'impact. Catégorisé comme « soudage à froid ». |
Industrie automobile, appareil sous pression (cuve), assemblage bimétallique | |
| Soudage par diffusion | 45 | Sous-catégorie ISO[S 2] | |||
| Soudage par pression isostatique à chaud | 451 | HPW ? | Hot isostatic Pressure Welding[6] (HPW)
Pressage isostatique à chaud des métaux à assembler à des températures élevées en dessous du point de fusion, sous vide ou dans une atmosphère de gaz inerte, domaine de la métallurgie des poudres (cf. Frittage). |
Composants aérospatiaux | |
| Soudage aux gaz avec pression | 47 | HPW ? | Sous-catégorie ISO[S 2]Un gaz inerte chaud applique la pression à l'intérieur d'un récipient sous pression, procédé proche de l'autoclave. | Composants aérospatiaux | |
| Soudage par pression à froid | 48 | Sous-catégorie ISO[S 2] | Aérospatiale | ||
| Soudage par pression à froid par extrusion | 481 | CW | Cold Welding (CW)
Assemblage d'alliage tendres (ex. : cuivre, aluminium) sous leurs températures de fusion. |
Contacts électriques | |
| Soudage par pression à chaud | 49 | Sous-catégorie ISO[S 2] | |||
| 491 | Soudage avec buse chauffante[S 2]. | ||||
| 492 | Soudage en tête de clou[S 2] | ||||
| Soudage par co-extrusion | 493 | CEW | Coextrusion welding (CEW)
Préchauffage à température de soudage des matériaux, puis rapprochement avec une filière d'extrusion[7], assemblage d'alliages différent. |
||
| Soudage par diffusion | 45 ? 919 | DFW | Diffusion bonding welding (DFW)
Chauffage des matériaux à 50 % de leurs températures de fusion et application d'une forte pression[8], pas de cordon de soudure visible. |
Aérospatiale, nucléaire, roues de turbine de pompe en titane |
Procédés de soudage à l'état solide mixtes ou autres
modifierProcédés de soudage mixtes ou autres
modifier| Nom | Mécanisation minimale | No ISO | Appellation AWS | Description | Applications |
|---|---|---|---|---|---|
| Soudage à l'arc par percussion (en) | (77) | PEW | Percussion welding (PEW)
Après une décharge électrique, une pression est appliquée et forge les matériaux ensemble. |
Électronique (composants des dispositifs de commutation) | |
| Soudage à l'arc des goujons (en) | 78 | Sous-catégorie ISO[S 2]Stud welding
Soude les goujons au matériau de base avec chaleur et pression. |
|||
| 783 | Soudage à l'arc des goujons par fusion et forgeage avec bague en céramique ou gaz de protection[S 2]. | ||||
| 784 | Soudage à l'arc des goujons avec cycle court[S 2] | ||||
| 785 | Soudage à l'arc des goujons par décharge de condensateurs[S 2]. | ||||
| 786 | Soudage à l'arc des goujons par décharge de condensateurs avec amorçage par contact[S 2]. |
Normes et standards de classification des procédés
modifierLes évolutions, la diversité des normes et le grand nombre d'appellations commerciales font qu'il est difficile de classer les procédés de soudage. Certains procédés allient diverses techniques ou méthodes (exemple : AWS-MCAW peut correspondre à l'ISO-136 ou à l'ISO-138 suivant les sources[W 3]). Toutefois, la criticité des domaines d'applications où sont réalisés des opérations de soudage (tels que le nucléaire, l'aérospatiale, le ferroviaire, l'hydro-électrique, la pétrochimie, etc.), ont mené les organismes de standardisation nationaux et internationaux à élaborer diverses catégorisations. Ces appellations sont utilisées par les organismes de contrôles, les organismes de formation (privés ou publics), dans les modes opératoires (en France : QMOS et DMOS) spécifiés par les bureaux d'études, et dans les articles de recherches.
Norme internationale
modifierLes numéros de référence sont spécifiés dans la norme ISO 4063 (dans l'Union européenne publiée sous le nom EN ISO 4063)[S 3].
Aux États-Unis
modifierAWS
modifierLes codes de référence AWS[9](American Welding Society) sont couramment utilisés en Amérique du Nord. La section AWS D1.1 définit la fabrication, le montage, l'inspection et la qualification des soudeurs et des procédures de soudage[10]. La section AWS A3.0 définit la terminologie (au sens large en incluant les notions d'adhésif, de collage, de brasage, de brasage fort, de découpe thermique et de projection thermique)[S 1].
Ci-dessous les deux arborescences expliquant la classification de l'AWS :
-
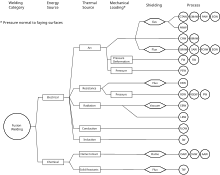 Arborescence pour le « soudage par fusion », défini par l'AWS A3.0 en 2001.
Arborescence pour le « soudage par fusion », défini par l'AWS A3.0 en 2001. -
 Arborescence pour le « soudage à l'état solide », défini par l'AWS A3.0 en 2001.
Arborescence pour le « soudage à l'état solide », défini par l'AWS A3.0 en 2001.


Les procédés y sont départagés par diverses valeurs prises dans 5 catégories ou méthodes (certaines valeurs s'excluant les unes des autres) :
| État de la matière | Source d'énergie | Source thermique | Action mécanique | Protection | |
|---|---|---|---|---|---|
| Valeurs répertoriées |
|
|
|
|
|
| Remarques | État de la matière juste avant (temps à définir) l'assemblage des 2 éléments. | Source d'énergie de la source thermique (sauf pour la soudure à froid, Cold Weldind). | Pression sur la surface de contact normale. |
ASME
modifierL'ASME (American Society of Mechanical Engineers) spécifie des obligations de moyens et de résultats pour certains ouvrage soudés. Les sections ASME-BPVC-Section IX[11]et ASME-BPVC-Section VIII-Division 1[12] définissent conjointement les qualifications des soudeurs et les procédures associées pour la réalisation d'ouvrages sous pression (comme des cuves ou des bouteilles de plongée). Elle reprend en partie les codes fixés par l'AWS[10].
En Allemagne
modifierL'Institut allemand de normalisation (DIN) répertorie et classe les procédés de soudage dans la norme DIN 1910-100 [S 4].
En Russie
modifierEn Russie, les normes nationales actuelles (où il est encore fait mention de l'URSS) relatives au soudage sont classifiées selon la norme GOST 19521-74 (ГОСТ 19521-74)[13],[14].
En France
modifierRCC-M classification dans le nucléaire français
modifierNormalisation interne à l'industrie nucléaire française civile : AFCEN[15].
Notes et références
modifier- (en) Cet article est partiellement ou en totalité issu de l’article de Wikipédia en anglais intitulé « List of welding processes » (voir la liste des auteurs).
Notes
modifier- Gaz inerte : qui n'interagit pas avec les métaux et qui protège de l'oxydation à haute température.
- Gaz actif : qui participe à l'élévation de température (exemple: CO2), aux propriétés du bain de fusion, aux propriétés physiques de la protection (exemple : hélium pour les soudures en plafond).
- Ensemble des rayonnements produits par une source dans une direction donnée. Définition dérivée de l'optique.
Normes et standards
modifier- AWS, « AWS A3.0M/A3.0:2020 » [archive]
 , sur Normadoc, (consulté le )
, sur Normadoc, (consulté le )
- ISO, « ISO 4063:2023 : Soudage, brasage et coupage », Nomenclature et numérotation des procédés [archive] , sur Organisation internationale de normalisation, (consulté le )
- ISO 4063 1998: "Welding and allied processes - Nomenclature of processes and reference numbers" (1998)
- (de) Institut allemand de normalisation, DIN 1910-100:2008-02, Schweißen und verwandte Prozesse_- Begriffe_- Teil_100: Metallschweißprozesse mit Ergänzungen zu DIN_EN_14610:2005 [« Welding and allied processes - Vocabulary - Part 100: Metal welding processes with additions to DIN EN 14610:2005 »], Berlin, Beuth Verlag GmbH, , 2e éd., 40 p. (DOI 10.31030/1390474, lire en ligne )
Références
modifier- (en) P. T. Houldcroft, Submerged-Arc Welding, Woodhead Publishing, (ISBN 978-1-85573-002-1, lire en ligne)
- (en) Phillips, David Harper, Magnetically Impelled Arc Butt (MIAB) Welding of Chromium-Plated Steel Tubular Components Utilizing Arc Voltage Monitoring Techniques (thèse en Ingénierie du soudage), Ohio (USA), Ohio State University, , 165 p. (présentation en ligne, lire en ligne
 )
)
- (en-US) « PRESSURE GAS WELDING (PGW) | Weldcor » (consulté le )
- Also known as electric resistance welding (ERW).
- (en) AWS, « Application of Magnetic Pulse Welding for Aluminum Alloys and SPCC Steel Sheet Joints » [« Application du soudage par impulsion magnétique pour les alliages d'aluminium et les feuilles d'acier roulé à froid du commerce »] (Welding Research), Welding Journal, vol. 86, , p. 119-124 (lire en ligne [PDF])
- Services publics et Approvisionnement Canada Gouvernement du Canada, « TERMIUM Plus® », sur www.btb.termiumplus.gc.ca, (consulté le )
- (en) ASM International (society) (en), « Coextrusion Welding », dans ASM HANDBOOK - Welding, Brazing, and Soldering, États-Unis, ASM International (society) (en), (ISBN 978-1-62708-173-3)
- Welding Fundamentals and Processes, vol. 06A, Materials Park, Ohio, ASM International. Handbook Committee., , 682–689 p. (ISBN 978-0-87170-377-4, OCLC 21034891, lire en ligne), « Diffusion Bonding »
- "Welding Inspection Handbook", 3rd edition, American Welding Society, (ISBN 0-87171-560-0), Miami, FL, p. 10-11 (2000)
- (en) Professor R. Carlisle "Carl" Smith, « ASME and AWS welding codes : Similarities and differences », sur the Fabricator, (consulté le )
- (en) ASME, « ASME BPVC Section IX : Welding, Brazing & Fusing Qualifications » , sur www.asme.org (consulté le )
- (en) ASME, « ASME BPVC Section VIII-Division 1 : Rules for Construction of Pressure Vessels » , sur www.asme.org (consulté le )
- « ГОСТ 19521-74 Сварка металлов. Классификация / 19521 74 », sur meganorm.ru (consulté le )
- (ru) Standards d'État dans la fédération de Russie, Norme d'état de l'union d' URSS : Soudage Des Métaux - Classification, URSS, , 10 p. (lire en ligne)
- (en) « RCC-M Nuclear welding advice », sur weldingconsultancy (consulté le )
Ouvrages
modifier- Cary, Howard B. and Scott C. Helzer (2005). Modern Welding Technology. Upper Saddle River, New Jersey: Pearson Education. (ISBN 0-13-113029-3).
- Lincoln Electric (1994). The Procedure Handbook of Arc Welding. Cleveland: Lincoln Electric. (ISBN 99949-25-82-2).
Forums communautaires ou wikis
modifier- « Soudage ALU à l'électrode enrobée MMA (Ce Qu'il Faut Savoir) », sur www.soudeurs.com (consulté le )
- rocdacier, « Le soudage sous arc submergé », sur Rocd@cier, (consulté le )
- « Metal Cored vertical descendant », sur www.soudeurs.com (consulté le )
Organismes de formation privés
modifier- « Procédés de soudage en construction métallique – #LefersavoirduCTICM », sur metaletech.com (consulté le )
Fournisseurs et fabricants de matériels de soudage
modifier- (en-US) « Lincoln Electric — Self-Shielded vs. Gas-Shielded Flux-Cored Electrodes », sur lincolnelectric (consulté le )
- « Le procédé d’arc submergé - Air Liquide France Industrie - Fournisseur de gaz industriels », sur fr.airliquide.com (consulté le )
- « Soudage au plasma », sur Polysoude (consulté le )